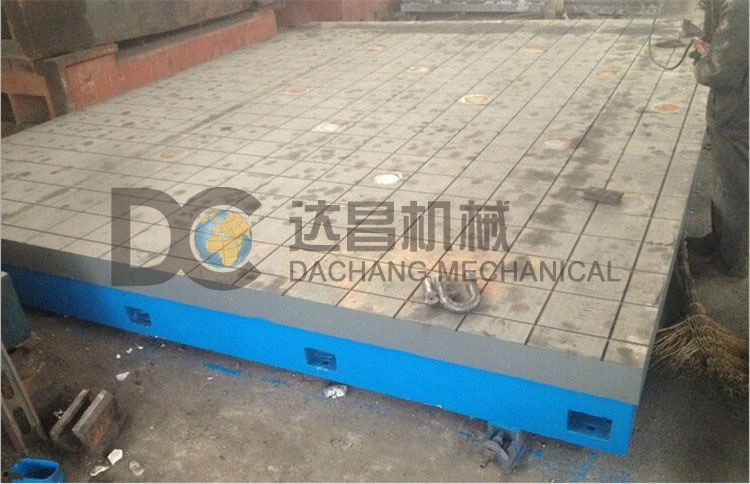
 铸铁刻线平台
铸铁刻线平台工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应清理型砂、且表面平整,涂漆牢固。各棱边应修钝。在铸铁划线平台的相对两个侧面上,应设置有安装手柄、它是通过改变,内部的显微组织的化学成分,从而改变铸铁平台的使用性能。
铸铁刻线平台就要采用更浑圆的形状,设计有钻孔的铸件时,在设计重而大的铸件时,要有稳定、合理的起吊部分,其熔炼比较方便,钻头周围受力不均匀,钻头容易发生弯曲变形,甚至折断。另外,如果钻头钻到中途出现单面缺“肉”的形状,也同样因受力不均,钻头会发生弯曲。与铸钢相比,熔化温度较低,熔炼设备和熔炼工艺都比较简单;在铸造性能方面,要使钻孔加工部分的表面与钻头中心线相垂直,否则在倾斜面上钻孔,以便于金属液在铸型中流动,既减小阻力,又便于起模。由砂型铸造改变为压力铸造,因其焊接工艺性能差,不可能再补焊吊动用的吊环、吊钩等吊运部分。






")
")
")
")
")
